














带式压滤机处理原理
一、带式压滤机处理原理:
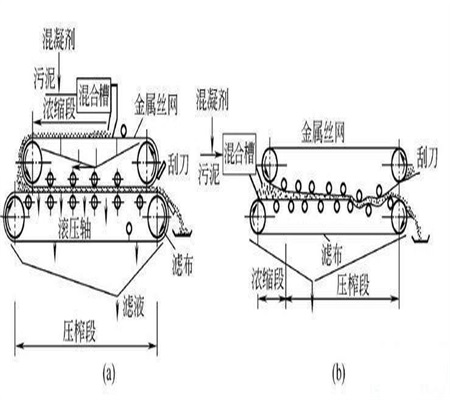
第一阶段:预处理阶段。原始料浆的含固量一般很低,必须利用重力沉降或其他方式提高料浆浓度,以降低处理成本。常用的预处理方式是:将浓缩后的污泥与高分子絮凝剂混合,物料在絮凝剂作用下,微细颗粒凝聚团状,并初步沉淀,这是污泥上机脱水的准备条件。
第二阶段:重力脱水阶段。将絮凝预处理后的污泥加到滤带上,在重力的作用下,絮团之外的自由水便穿过滤带滤出,降低了污泥的含水量。
第三阶段:楔形预压脱水阶段。污泥在重力脱水后开始进入楔形压榨区段,滤带间隙逐渐缩小,开始对污泥施加挤压和剪切作用,使污泥再次脱水。经过此阶段后污泥流动性几乎完全丧失,从而了在正常情况下污泥在压榨脱水段不会被挤出。
第四阶段:楔形预压脱水阶段。污泥经过精心设计的压榨辊系的反复挤压与剪切作用,脱去大量毛细作用水,使污泥水分逐渐减少,形成污泥滤饼,在重选滤带分开处,滤饼被卸料刮刀刮下。卸料后滤布经清洗进入下一下循环。

二、带式压滤机产品特点:
1、框架结实坚固,维修方便,高低错落有致,经常操作部分位置低,整体结构整齐美观。
2、接触水的部件采用不锈钢,机架采用A3标准型钢热镀锌防腐处理,然后再进行外喷面漆,从而达到整机无锈蚀部位,确保五年内不生锈。
3、带式压滤机在预压脱水区采用L型辊脱水技术,可以在短时间内使泥、水分离,因此,可以大大的提高污泥的处理量。
4、设有自动滤网冲洗装置,使滤网时刻保持通畅。
5、带式压滤机的纠偏采用气控阀连接气缸,就近控制,反应快,快速复位,整个系统动作频率低,纠偏幅度小。电控系统设有完善的连锁保护装置,确保整个带式污泥压滤机运行的安全可靠性,有效的防止了滤网超偏后损坏滤网的现象。
6、不同的污泥选用不同的滤带、不同的絮凝剂、不同的辅助设备方能达到的脱水效果。


三、带式压滤机新滤带安装:
1).一次只能安装一条滤带。
2).用手把第一条滤带送入带机,从重力区(或脱水区)到卸料端(上面或下面的卸料辊),
3).把中间大约一半长的滤带送入压力区:剩下的一半滤带送入上面或下面的回带辊(取决于安装哪条滤带),尔后在卸料辊处与滤带的另-端会合。因为在卸料辊一端便于缝合滤带,因此就在这里缝合滤带。
4).在带机上安装平纹带的时候,任何一面都可以朝上,因为平纹带两面的纹路是相同的。对于复丝仅能从一面排放的滤带,在送入带机前应使正确的一面朝上。无论是上面的还是下面的滤带,.都应当使可排放的一面与污泥直接接触,通常滤带上面都有相应的标记。
5).参见该部分中的“滤带缝合”,把滤带连接上。
6).每条滤带都可脱离另一条滤带而单独更换,就是说当安装一条滤带的时候,另一条滤带没必要必须就位。如果带机上已安装了一条滤带,那么,可用这条滤带把另一条滤带拉过压力区。请参见这一部分的滤带更换。注意如果使用驱动电机的话,要把速度设定到最小值。
7).在滤带安装之后,确保滤带与带机上的每个辊都垂直。

四、带式压滤机滤带缝合:
1).将缝合线穿过钳压边的网眼,啮合滤带两端的钳压边,在(上端或下端)的卸料辊缝合滤带。将线穿过钳压边的时候,线的一端给磨成了球状。用手握住滤带的两端,用力将啮合的网眼压在卸料辊光滑的表面上,然后将线小心地穿过排列好的网眼。如果搭钮错位或者啮合的不好,滤带的两端将不会缝合到一条线上,这会使滤布经常产生折皱,另外滤带的纠偏也很困难。确保网眼缝合线的笔直,尤其是在插入的一端,由此它将不会挂到网眼上,或使连接的地方卷曲。最好把一些缝合点做上标记,确保滤带的两端在一直线上,当缝合线穿过之后,网眼能够啮合良好。
2).当缝合线定位之后,沿着滤带的一侧将缝合线窝一个约30mm的弯。这将防止当滤带延展到最大宽度的时候,缝合线会从接合件里脱出来。将缝合线窝弯的一头转向与滤带行走相反的方向,并置于没有泥饼的一侧。
3).拉动滤带的两侧,使滤带延展到最大的宽度,来去除钳压边两侧所有的折皱纹。剪断缝合线的另一端,使其同样伸出滤带30mm,将其延滤带的边窝到后面,如同第2步。


 返回首页
返回首页
 电话
电话
 产品中心
产品中心